


 扫一扫
扫一扫
中雄管业有限公司是一家专注于 钢衬塑管道、的生产、销售于一体的综合实体企业。公司成立以来全体员工努力奋斗,逐步发展壮大。 公司拥有高素质的销售、服务团队,24小时为您提供贴心的销售服务与技术支持,让您购买放心,使用更安心。公司本着“供优质产品、做样板工程,树企业形象”的生产、供货、服务理念,获得了业主、用户的广泛好评,并在上下游同行中树立了良好的企业形象。中雄管业有限公司始终坚持“诚信至上、互惠互利,共同发展,合作共赢”的经营理念,以“质量、技术、服务、诚信、共赢”为立业之本,形成了完善的生产、销售、服务、售后一站式的企业经营体系。优质的产品,优惠的价格是我们对客户的回报,高品质的服务是我们对客户永远的承诺!公司愿与各行各业进行广泛的交流与合作。热忱欢迎业界同仁前来考察、莅临指导、洽谈业务。



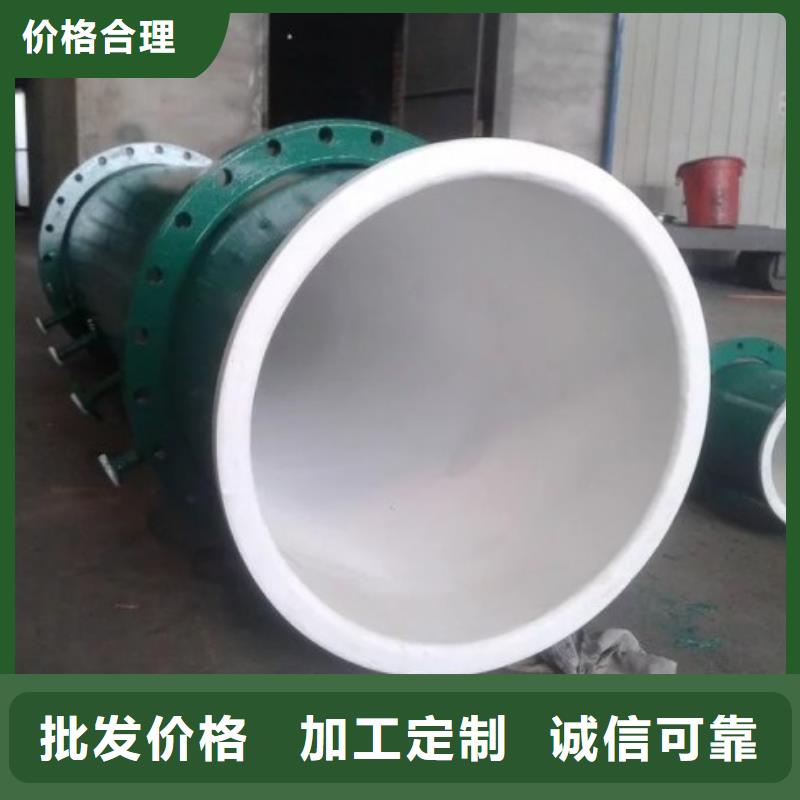
衬塑管特性:
1、循环水管道、产品采用的滚塑工艺整体次成型;
2、衬里致密度,整体性强,无内应力;
3、无接头,无焊缝;
4、不脱落,不龟裂;
5、无气泡,钢塑间无空隙,耐负压;
6、耐腐蚀,耐压,机械强度;耐老化,耐磨损,使用温度范围广;
7、形状钢件、非标件均可衬;
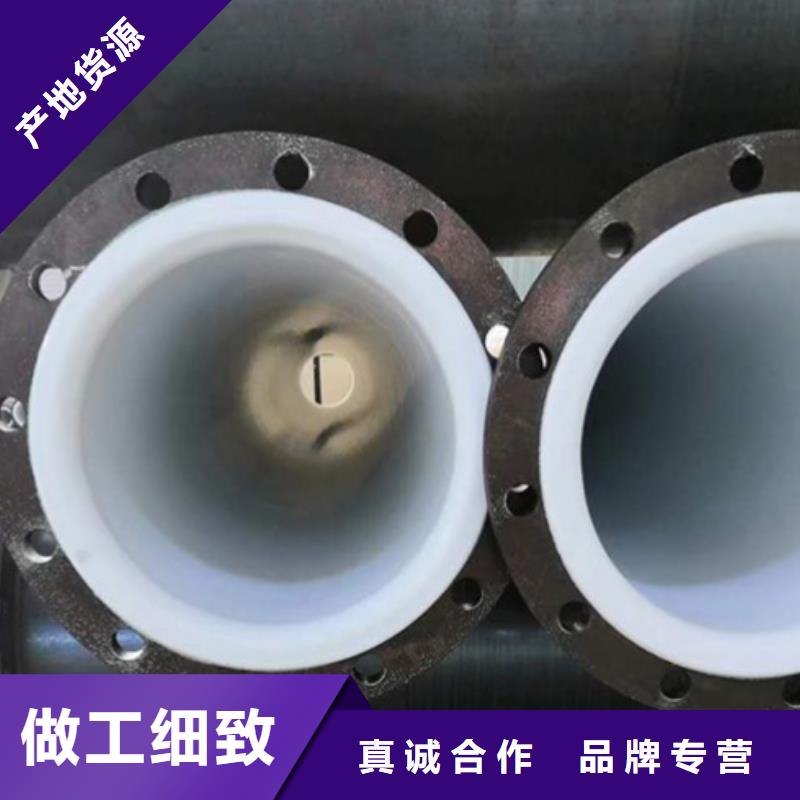
衬塑钢管参数:
工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN503mmDN65~DN1005mmDN125~2007mmDN250~DN4009mm
二、防腐循环水管道技术要求:1、设备制造验收规范按HGJ92-90标准、GHJ33-91标准;2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;3、设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。


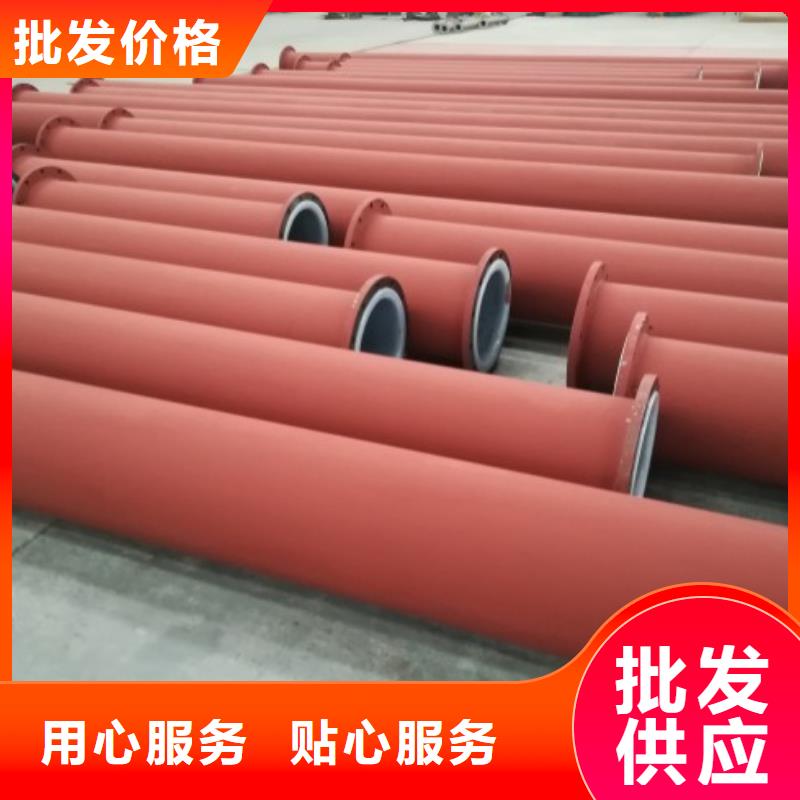
无缝衬塑管
无缝衬塑钢管的制作 按塑胶与基体结合的工艺,钢塑复合中空材料包括钢涂塑或钢衬塑。钢涂塑指塑胶喷涂在钢构件的外表面,层厚较厚,般在1-5mm之间;钢衬塑指钢构容器内表面添加层塑胶,层厚在5-10mm以上。工艺有塑板(塑管)胶粘复合、喷涂、滚塑涂等。
埋腐技术是应用於钢构件外表面的涂塑防腐技术。它的工艺是这样的:将钢构件用火均匀加热,大致整体温度达到180℃,把它埋在塑胶粉末堆,由钢铁放热吸附塑胶粉末,约钟後,在钢构件表面形成层约与钢板等厚的塑胶层;取出工件,表面有层未熔融粉粒,用火对其扫描式加热,使之熔融成光滑的表面层。
对与产品配套的管道、管件内衬塑也可用此法。把工件均匀加热到180℃,把塑胶粉末灌满内腔,数分钟後把未熔塑胶粉末倒出来,在工件外表用火把加热,让它全部熔融,形成内表光滑的塑胶层。
上述以防护为目的的涂、衬塑,对小工件适用,但对大口径管道、大容积容器的内衬就不适合,主要原因是塑胶层在冷却收缩时产生的内聚应力,往往大於塑胶与钢铁的粘结力,会出现钢塑介面分离。而钢塑复合材料增加钢网,把整体塑胶层的收缩内聚应力分散在网格小范围内,加上钢网焊接在钢板上,就不会因塑胶收缩而引起钢塑介面分离。


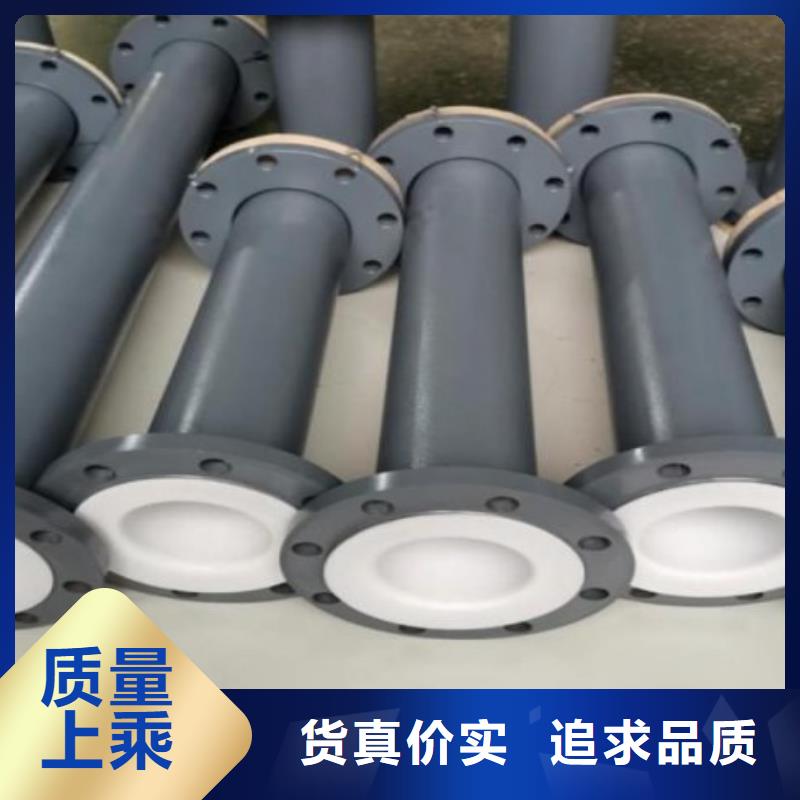
钢衬塑管道插口形式介绍钢衬塑管道的联接般选用扩口式插口和内胀式插口套筒连接及其双热融插口联接。扩口式插口构造扩口式插口是以可锻铸铁或球墨铸件为行为主体材料,由里衬管材体(轴套)、螺丝帽或地脚螺栓、外螺纹环或扩口压兰、密封剂圈构成,选用拧紧螺丝帽或压兰的方法使管材收拢,做到管材内表层与里衬管材体上密封剂圈产生斜侧密封性联接的金属管件联接。
衬塑管道的滚塑介绍如下:
衬塑管道轧辊的圆周速度应控制在每分钟40转以内,但不小于每分钟2转。般来说,管径越大,速度越慢。
停车时,取下密封面工装后,第次找平(用冷胎压平),冷却塑料层,使密封面光亮、光滑、凝固。冷却时必须转动,防止局部温度过和流量过大影响使用和美观。
法兰角等厚处可采用湿布、喷淋等方法在外部快速冷却。局部冷却速度不宜太快,冷却水不宜接触衬板,防止衬板收缩过大,造成分层或剥离。时间般不超过2min,轧制机架上的转速应小于30RPM。



技术支持:k797.com